取り扱い技術
静電塗装
塗料に電気を帯電させ、製品側にアースを取ることで、隅々まで塗料をいきわたらせる塗装方法です。
塗着効率が高いため、量産向きです。
機械設備

前処理
前処理はオーバーヘッド式ラインを使用。処理方法は「アルカリ脱脂→燐酸鉄被膜→純水洗浄→乾燥」をコンベアーにより一括処理します。
(写真は、これから前処理ラインに入る様子)

静電塗装
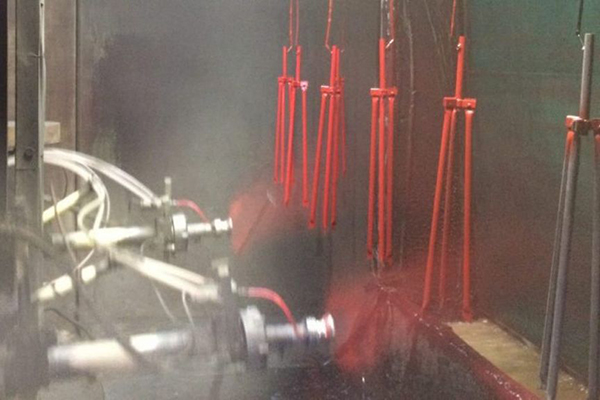
静電塗装は、霧化帯電した塗料をアースした製品に静電気の力で吸着させます。通常のエアースプレーガンよりも塗料吸着率が高く大量生産が可能です。
当社の場合、製品やロットに応じて、手作業と自動機を組み合わせ、品質の安定と生産性の向上を実現しています。

乾燥
吹付作業が終わると、そのまま焼付工程に流れていきます。160度~200度・30分程度の焼付工程を経て塗膜が乾燥・硬化します。
静電塗装の原理
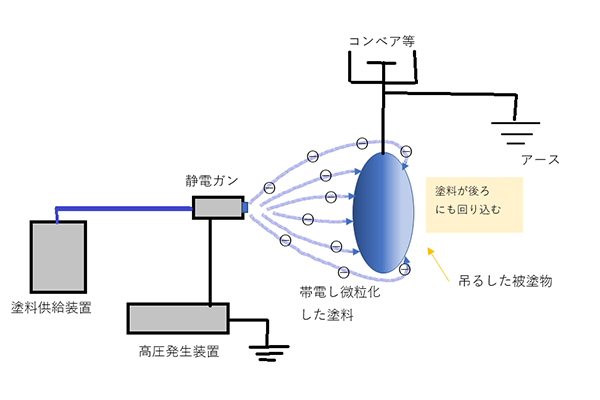
静電塗装とは、溶剤系塗料の塗装で、スプレーガン(-)と吊した被塗物(+)の間に高電圧を掛けて塗装する方法です。スプレーガンより出た塗料の粒子は+極に帯電した塗装対象物に引き付けられ、対象物の裏側まで廻りこみ片側だけから全周を塗装することが出来る、塗る効率の良い塗装です。


